

Upgrading the specification of your springs can provide big savings
It's a dilemma that design engineers face every day: the items they are designing need to comfortably perform the duties expected of them against a background of controlling the cost of manufacture. Over specify, and unnecessary cost is being added; under specify and there is a risk of compromised performance or premature failure.

William Hughes specialises in the design and manufacture of custom-made springs, wire forms and assemblies years and has a wealth of experience with all types of compression, tension and torsion springs. Springs are specified with tolerances on their dimensions and operating force. They also need to resist corrosion and maintain their characteristics in situ over their service life. In some applications, dimensional tolerances and operating characteristics are not important but there are other applications where maintaining the characteristics and performance of a spring over a long service life is critical.
For example, a major car manufacturer was using a bespoke compression spring as part of the accelerator assembly on one of its vehicles. The spring controlled the force required on the accelerator pedal and also its return. Clearly the spring needed to perform consistently and reliably over a long operating life. The spring was just one of many components in a complex assembly which was put together on site. If there was a problem with the finished item because the spring was out of specification, the assembly could not be reworked and had to be scrapped at considerable cost.
In this situation the performance of the springs takes priority over their cost and the motor manufacturer contacted William Hughes to see how the specification of the spring could be upgraded to improve the yield from the assembly process which was running at about 80%. The challenge was to produce a spring that would meet their requirements for the critical 'load at length' while achieving a service life of 1 million operations. The spring also had to be resistant to corrosion and colour coded red for identification.
Based on these needs, the William Hughes engineering team was able to develop a spring that met all of these requirements. As well as having the latest computer aided design tools, the William Hughes manufacturing facility also boasts an impressive array of 'state of the art' production machinery and manufacturing processes and finishes. Working closely with the motor manufacturer, an upgraded specification spring was developed and agreed. Prototype springs were submitted for evaluation before being approved for bulk production.
The first process in the manufacture of the upgraded spring is the coil winding and each spring is checked to ensure it meets the length tolerances. Any that are under length are scrapped and the good springs are stress relieved by passing them through an oven at 250°C. Each spring is then ground flat at both ends. As the volume is so high, they are bowl fed automatically into the grinder.

The springs must achieve 1 million cycles from pre-load and to extend their service life they are subjected to a glass shot peening process. Shot peening is a mechanical process that de-stresses the surface of the spring reducing the likelihood of fractures due to the formation of cracks. In the shot peening process, glass beads are thrown at the component with great force and this has the effect of welding together imperfections on the surface. This process significantly increases fatigue strength extending the service life of the spring. Following the shot peening process the springs are subjected to a further stress relieving cycle in the oven at 200°C.
To meet the need for corrosion resistance and colour coding, the springs are then dipped in a tank of a protective finishing agent called DeltaTone. This inorganic finishing treatment provides the components with a highly flexible corrosion resistant coat which is coloured red for identification purposes. The red coating is required as a similar spring is used for a different application in the vehicle.
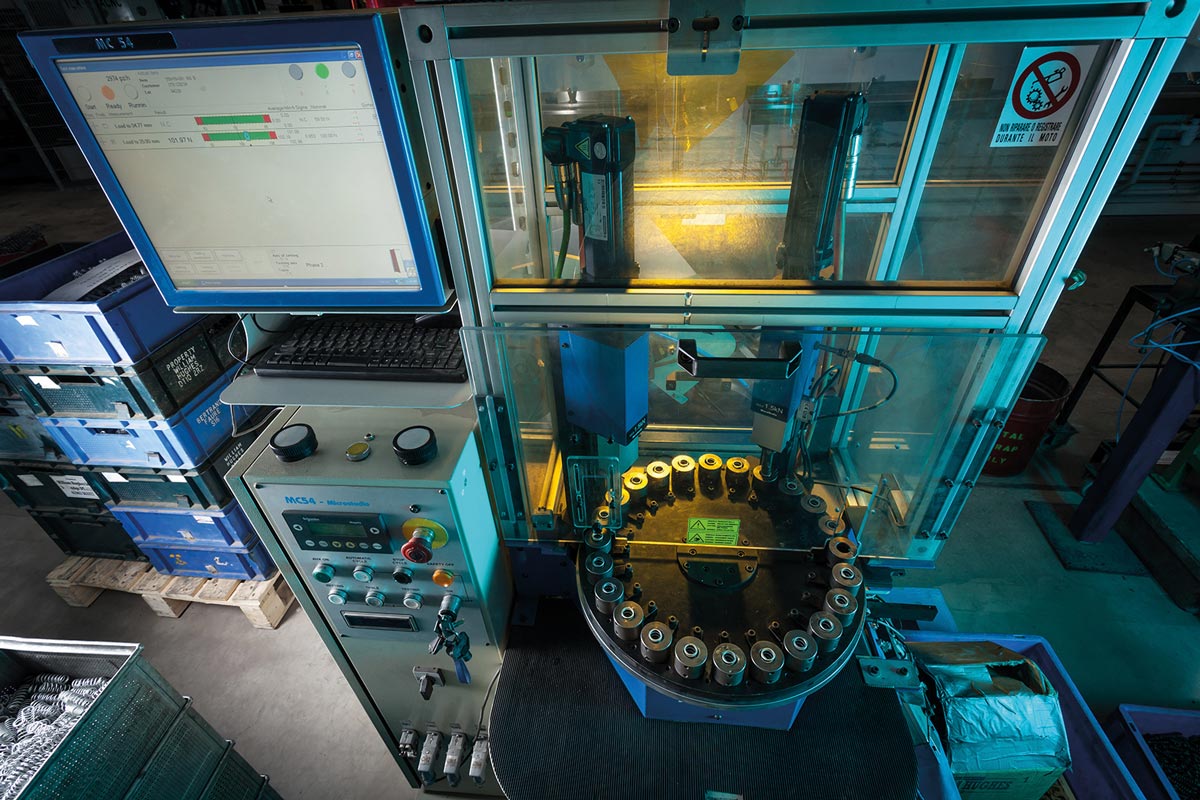
Finally, as part of the process to ensure the springs meet the tight tolerances required, the springs are pre-stressed by feeding them into an automated line that first compresses the spring to near solid and then load tests each and every one. The pre-stressing increases the fatigue life and the load test ensures the spring characteristics are within a very tight tolerance band. The finished springs are then packed for bulk delivery as required by the customer's delivery schedule.
"This is a good example of where upgrading the specification of a relatively simple spring has provided significant benefits to our customer," said Emma Burgon, Engineering Director at William Hughes. "As a result of upgrading the spring in the accelerator assembly, yield has improved from 80% to 97% saving considerable time and money. Our many years of experience combined with the latest manufacturing techniques and processes mean that we are ideally placed to help customers achieve the best cost versus performance ratio for a wide range of high precision springs."