

William Hughes combines plastic and steel in a composite car seat mat structure
William Hughes, a specialist manufacturer of spring and wire components, began supplying the automotive industry nearly 30 years ago, and this important sector now forms the largest part of its business. However, this success has not been won lightly; it has been achieved by constant investment in new technology, highly skilled production engineering, and by adhering to class-leading quality standards.
We're a specialist in Automotive Seat Frame Manufacturing
Among the company's automotive market activities is the production of spring mats, or car seat frames. As a manufacturer that specialises in automotive seating, William Hughes has built a strong reputation as an automotive seat frame manufacturer able to deliver complex wire and plastic sub-assemblies to Tier 1 suppliers. These complex assemblies require a mixture of technologies not normally found in the same factory. Seat mats require expertise in wire bending and injection moulding. The moulding tools require such high levels of accuracy that the wire parts have to be made in close proximity in order to ensure that they will fit the mould tool. Currently these products are in demand from a number of tier one automotive suppliers such as Johnson Controls and Lear Corporation, who in turn supply global OEMs including Volkswagen, Kia and Mercedes. William Hughes is of the opinion that composite structures such as these could have applications in a much wider field beyond automotive.
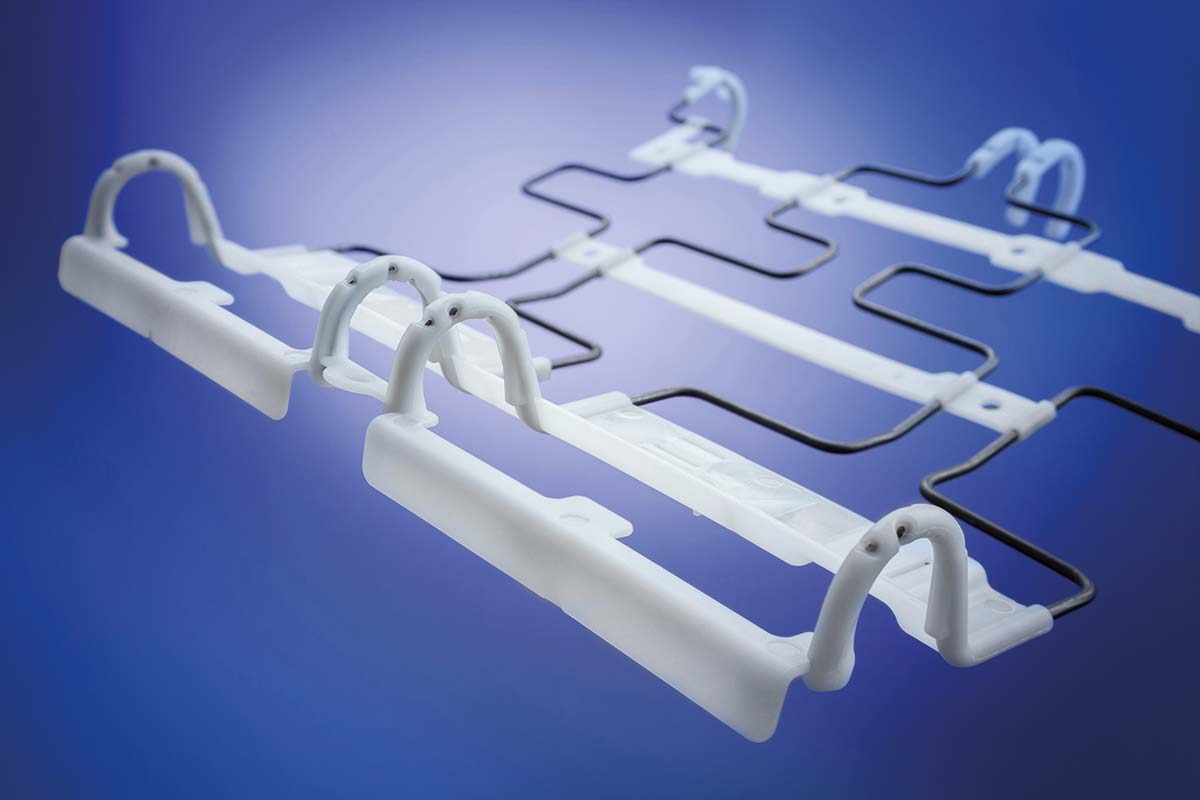
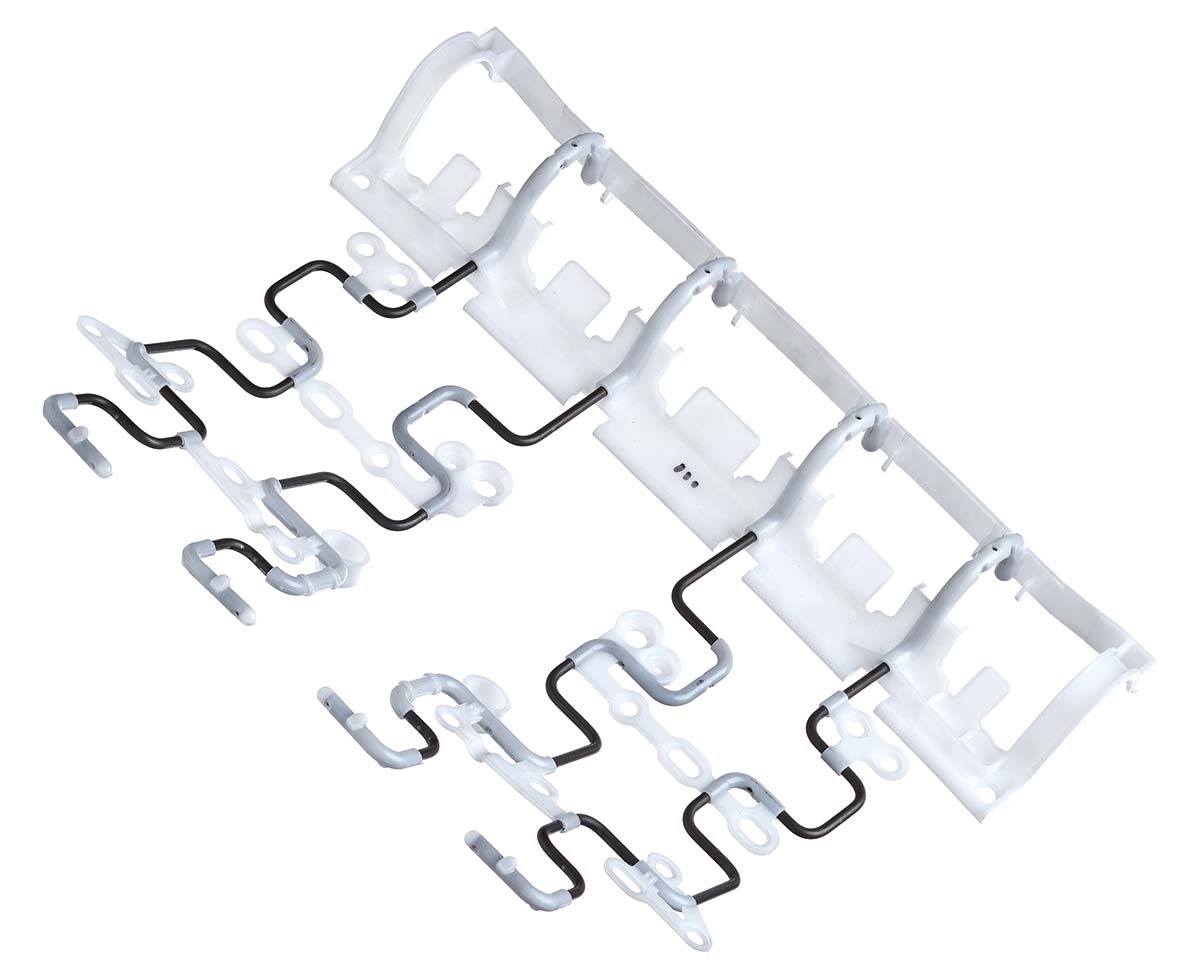
"In the same way that coil springs are located under the surfaces of bed mattresses, so spring mats sit beneath car seat covers," explains Emma Burgon, Engineering Director at William Hughes. "They are manufactured from bent wire forms known as zig-zag wires. These high tensile/spring steel wires are currently produced in three sizes: 3.0, 3.5 and 4.0 mm diameter, although other sizes can be accommodated upon request."
How We Manufacture Car Seat Frames
The wires are formed on a series of seven Wafios BT3.2 CNC multiple head wire bending machines located at William Hughes' facility in Plovdiv, Bulgaria, although if required, the same process can easily be replicated at the company's UK plant in Stalbridge, Dorset. Zig zag wires, which can typically comprise 50 bends or more, are produced at rates of circa 225 per hour. Each component is stress relieved at the same rate using in-line ovens heated to temperatures of 320°C. However, with reference to the company's ongoing commitment to continuous improvement, William Hughes is currently exploring ways to stress relieve the parts using electrical current, known as induction stress relieving. It is anticipated that the project will be completed by April 2016.
Types of Finishes Used In Car Seat Frames
Traditionally, the finished spring mats would sit freely within the seat structure or be secured together using steel clips. However, in the past 10 years a distinct industry trend has seen the emergence of overmoulded spring mats. This new process dispenses with the need for metal retaining clips, providing an assembly that is both strong and fast to manufacture.
"The overmoulding process allows for variations in the finished assembly," says Emma. "In car seat assemblies, retaining bars for the seat cloth can be included or, where heated seats are required, connectors and cabling can be incorporated so that heating elements can be simply plugged into encapsulated boots."
Essentially the modern day spring mat has become what is known as a 'composite structure', comprising the best attributes of two important engineering materials: the spring-like quality of steel (after all, comfort is vital); and the added functionality delivered by moulded plastic features.
In terms of manufacturing overmoulded zig zag wires, once cooled after exiting the ovens, the wires are loaded into two special vertical injection moulding machines offering 250 tonnes of force and 1800mm diameter rotary ram tables. The injection moulding machines, supplied by Battenfeld and Multiplas, need to be vertical as conventional horizontal models would fail to support the zig zag wires.
The machines are configured with two bases located on a rotary table with a single top. The bare zig zag wires are loaded into one of the bases, which then rotates to meet the descending top so that molten plastic can be injected into the mould tool.
"At present, the plastics used are either polypropylene or POM [polyoxymethylene], while the colour options are black or white, although again we can happily accommodate specific customer requests," says Emma. "While one zig zag wire is being overmoulded, the operator is busy loading another wire in the opposite base. The cycle time to overmould each component is typically between 25 and 45 seconds, depending on the part."
Any 2D or 3D wire form that involves twists, turns, spirals, protrusions, indentations - or just plain bends - can be accommodated and the William Hughes team of application engineers can help customers solve their engineering problems by offering a rapid design and prototyping service.
Again, with a view to improving the production process even further, William Hughes is looking to establish cellular type manufacturing for overmoulded spring mats in the near future. This will see bending, stress relieving, cooling and over-moulding take place in consecutive, co-located processes.
"This will put William Hughes in an even stronger position in the market for these innovative products," states Emma. "At present, there are very few companies in Europe who can manufacture overmoulded spring mats, with the barriers to entry, such as high capital equipment cost and extensive process knowledge, ensuring this is likely to remain the case."
Typically, plastic injection tool sets (two bases and one top) for a spring mat cost in the region of £200,000, so high volume components are essential, making it an ideal process for automotive seat manufacturing. By way of example, some 500,000 seat mats made by William Hughes end up in Volkswagen cars every year, along with 120,000 for Kia. Incidentally, William Hughes is fully accredited to the TS16949 automotive quality management standard.
"Importantly, the precision of the tooling is vital as the wire needs to sit perfectly centrally in the tool to allow uniform plastic flow and ensure no potential for squeaking," she concludes. "Here, the company works with precision toolmakers who have proven their ability to deliver high quality, sophisticated mould tools time and time again. We can be up and running on a new set of tools within 4 to 5 months of initial concept."